Department of Anatomy with Radiology, School of Medicine, University of Auckland, New Zealand
Occupational Health and safety legislation now requires a greater degree of worker responsability and where necessary, modified work practices to conform to safety guidelines. Employee safety in the management of the plastination laboratory may in some instances result in new hazard control measures being instigated.
This paper discusses an effective means of reducing worker exposure to fine dust particles and fumes released during the sawing process of cured epoxy (E12) sheets and polyester (P35/P40) sheets to the lowest practicable level by modifying the process parameters to isolate portable sawing equipment in a suitable fume extraction facility.
Polymer E12, Polymer P35, Polymer P40, Equipment, Safety
Peter Cook, Department of Anatomy with Radiology, Faculty of Medicine and Health Science, The University of Auckland, Private Bag 92019, Auckland, New Zealand. Telephone: 373 7599 / Fax: 373 Email: pe.cook@auckland.ac.nz

![]()



With the recent introduction into the pre-clinical gross anatomy and radiology course of computerized tomography (CT) and magnetic resonance imaging (MRI) correlated serial sectioned sheet plastinated specimens (Cook and Barnett, 1996), serious consideration was given to the is- sues of safety in the work place for the preparation of E12 body, head, and extremity slices and P35 / P40 brain sections. The inherent health hazards of working with epoxy resins and polyester resins has been of primary concern since this Department commenced preparation of sheet plastinated specimens in 1990. A major problem is the elimination of potentially toxic epoxy and polyester dust and fumes during the final sawing out and sanding of the cured sheets.
The use of uncured polyester (von Hagens, 1994), and to a lesser extent, epoxy resin (Alam, 1980) necessitates adequate fume extraction and ventilation in the workspace, as the styrene monomer component within the polyester resin in particular is highly aromatic and toxic and may be both harmful and extremely unpleasant to breathe.
The University of Auckland extensively utilises the E12 sheet plastination method for preparing 2.5 mm thick trans- parent body and extremity slices in an epoxy resin using the standard flat chamber technique (Weber and Henry, 1993). The P35 and P40 methods are used to prepare 4 mm brain sections in a polyester co-polymer using the standard flat chamber method (von Hagens, 1990).
More so than with the silicone based (S10) plastination techniques, sheet plastination requires a greater degree of caution during the preparation, production and finishing for each of the El2, P35 and P40 methods. As with all plastination techniques, gloves should always be worn while handling all polymers, accelerators and hardeners. The literature states that skin and eye contact with epoxies and polyesters must be avoided (von Hagens, 1984). Suitable ventilation and fume extraction is essential. Care must be taken when removing cured resin sheets from glass flat chambers due to near razor sharp edges on resin sheets.
The problematic aspect of the sheet plastination procedures not previously addressed is the final stage following impregnation and curing where the excess polymerised resin is carefully cut away from around the cured epoxy or poly- ester tissue section, which has been dismantled from the glass flat chamber.
The use of a conventional handsaw fitted with a fine toothed blade was found unsatisfactory due to the displacement of the potentially hazardous dust particles which set- tle everywhere in the vicinity of the bandsaw and may be inhaled by the technician. Furthermore, a bandsaw may not always ensure straight cuts, due to the flexibility of the blade.
The best cutting results are achieved with a bench circular saw which makes smooth, accurate cuts needing no further sanding or grinding which is required for the bandsaw cuts. However, the very high speed of the circular saw creates enormous amounts of very fine resin dust which in no time at all covers the whole room and makes those in it resemble snowmen!
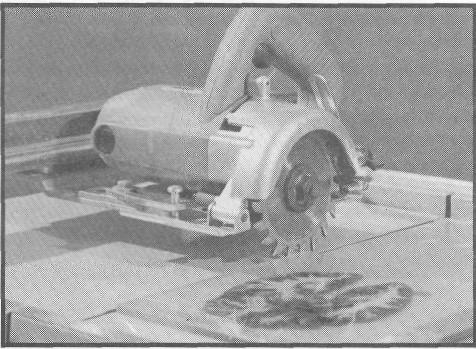
Figure 1. A lightweight (2.6kg) ceramic tile cutting circular saw.
Additionally, the fumes created by the friction of the high speed circular saw blade upon the polyester (P35) resin are debilitating making the workroom and adjoining rooms unusable for up to 2 hours following the procedure. A more acceptable method was imperative.
Fully appreciating our concerns, particularly with use of polyester (P35 / P40) resins, the University of Auckland Works department requisitioned and had installed in the plastination laboratory a large 1600 mm x 660 mm fume extraction cabinet vented outside of the building via the roof in accordance with modern building regulations.
Following some initial investigations with tool manufacturers, and specialist saw fabrication shops, a small port- able Hitachi circular saw weighing only 2.6 kg designed for ceramic tile cutting was located (figure 1). In addition to the circular saw a Dols tile cutting system was purchased, consisting of a specially designed sliding carriage and channel saw fitted atop a small, portable cutting table.

Figure 2. The use of a portable saw and cutting table enabled the safe and efficient sawing out of the finished sheet plastinated specimen.
The whole unit measures 500 mm x 600 mm and features rip guide, mitre guide, and clearly marked cutting sweep in millimetre increments. The blade diameter is 110 mm.
The integral saw and cutting table unit (figure 2) is light- weight yet sturdy enough to ensure accurate cuts with ease while the portability of the unit allows for quick set up within the fume hood. Toxic fumes are completely removed and the large volume of dust and resin flakes trapped safely within the fume hood by a mesh screen temporarily covering the extraction vent. The considerable accumulation of resin flakes and heavy dust is then removed by vacuum cleaner and disposed of in the closed vacuum cleaner dust bag efficiently preventing any contamination of the laboratory environment.
Finishing touches are completed by means of a belt sander mounted upside down on a special purpose built frame within the fume hood. Each sheet of resin embedded tissue is lightly wet sanded to remove rough edges (figure 3).
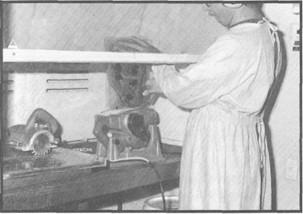
Figure 3. The entire cutting and finishing of sheet plastinated specimens is able to be efficiently carried out within the fume extraction hood.
Finally the individual sheets are washed in warm soapy water to allow the tension within the sawed, sanded sheet to relax. This is followed by drying and application of Brasso metal polish and finally a suitable wax finish such as that used to polish car paintwork, such as Simonize Speedwax as desired. The finished sheet plastinated sections are well protected from scratching due to rough handling by over- enthusiastic students (or lecturers). Polyester sheets are more easily scratched and damaged than are epoxy sheets.
With occupational health and safety being an impera- tive issue at many Universities, many aspects of the various plastination techniques available may require scrutiny in accordance with OSH regulations and safe work practices should be adopted. For the budding sheet plastinator these recommendations may be worth serious consideration. The cost of the cutting equipment is not exorbitant ($NZ 700) and should be within reach of the budget of most departments.
Employment of the methods outlined above results in the elimination of dust and toxic fumes and contributes to the production of a superlative finished specimen.
Cook P, Barnett R: Practical applications in plastination. Instructional videotape, Departments of Anatomy,
University of Auckland and University of Otago, New Zealand, 1996.
von Hagens G: Heidelberg Plastination Folder: Collection of all technical leaflets for plastination. Anatomische Institut 1, Universitat Heidelberg, Heidelberg, Germany, 1984.
von Hagens G: Preliminary Leaflet for Plastination of Brain Slices with Biodur P35. An unpublished computer printout, Anatomisches Institut 1, Universitat Heidelberg, 1990.
von Hagens G: Plastination of Brain Slices According to the P40 Procedure, Anatomisches Institut, Universität Heidelberg, 1994.
Weber W, Henry RW: Sheet plastination of body slices - E12 technique, filling method. J Int Soc Plastination, 7 (1): 16-22, 1993. https://doi.org/10.56507/EZGX2343