1Department of Biomedical Sciences, The Valley College of Osteopathic Medicine, Phoenix, AZ, USA
2Department of Chemistry, Yavapai College, Prescott, AZ, USA
Plastination relies on preserving biological tissues by replacing tissue fluid with a curable polymer. A critical initial step in the plastination process is dehydration, which ensures the complete removal of water content, thereby enhancing the durability and quality of specimens. Acetone is widely favored among dehydrating agents due to its effectiveness in minimizing tissue shrinkage when used under cold conditions, facilitating rapid water displacement, and being easily vaporized and expelled from tissue during the silicone impregnation phase. Acetone's central role in dehydration requires purchasing large quantities as an initial investment. The ability to recover used acetone from the tissue dehydration process dramatically reduces the frequency of additional acetone purchases and the cost of hazardous waste handling. Equipment that can recycle acetone efficiently and effectively accomplish this often exceeds the budget for a start-up laboratory. The techniques described outline a method to achieve the highest purity of acetone with minimal loss, using equipment that is easily accessible in any chemistry laboratory or can be purchased inexpensively. This study focuses on a three-step method for recovering acetone from waste containing fat and organic matter. These steps include vacuum filtration, fractional distillation, and purification. We applied this method to ten samples of acetone waste recovered after tissue dehydration. Waste acetone purity ranged from 80% to 95%, with varying amounts of fat and organic matter. Final acetone was of laboratory grade with a purity of 99 ±0.1(SE)% with the use of molecular sieves. The distillation apparatus produced almost 1 L of distillate per hour, with a loss of 19 ± 3 mL (SE) from the initial 2000 mL. Our results demonstrate that the process that utilizes all three steps is cost-effective and yields the highest purity of acetone, making it a valuable and sustainable method for plastination laboratories.
acetone recovery; dehydration; fractional distillation; purification; vacuum filtration
Ellen Savoini, Department of Biomedical Sciences - Anatomy, The Valley College of Osteopathic Medicine, 2525 West Townley Avenue, Phoenix, AZ, 85021 USA
e-mail: ellen.savoini@thevalleycom.org

![]()



Plastination, a revolutionary technique used in anatomical sciences and medical education, involves preserving biological tissues by replacing tissue fluid with a curable polymer (von Hagens, 1979; Henry and Nel, 1983; Bickley et al., 1987). Dehydration is the crucial first step in preparing the specimen for plastination, as it prepares the tissue for the subsequent, equally crucial impregnation step (Tiedemann and Ivic-Matijas, 1988; Brown et al., 2002). Proper dehydration ensures the complete removal of water content, thereby enhancing the durability and quality of the specimens. Of the dehydrating agents, acetone has proven to be the most widely used in plastination laboratories across the globe for its superiority in minimizing shrinkage when utilized under freezing conditions, the duration required to displace water from tissues, and, critically, its volatility for efficient removal from tissues during impregnation under vacuum (Brown et al., 2002). Acetone's volatility ensures efficient removal during the polymer impregnation stage, facilitating the infusion of polymers into tissues (DeJong and Henry, 2007). Overall, acetone’s effectiveness in tissue dehydration helps create durable, clear, and long-lasting anatomical specimens for educational and research purposes.
Crucial factors in considering acetone use for tissue dehydration include cost, storage, safety, and waste handling (Occupational Safety and Health Administration, 2025). Acetone is relatively inexpensive compared to other dehydrating agents. Safety considerations due to its highly flammable nature necessitate storage in well-ventilated areas, away from heat sources and open flames, and careful placement of electrical circuitry in the laboratory. Proper storage containers are essential to prevent evaporation and maintain shelf life. Additionally, acetone's high volatility requires the use of personal protective equipment, such as gloves and respirators, to prevent inhalation of fumes and skin contact. Adequate ventilation systems and the implementation of safety protocols ensure that handling acetone does not pose health risks to personnel. Finally, handling the waste-containing acetone after the specimens undergoing dehydration have been removed from the solution must be addressed. Disposal of acetone-containing solutions is treated as hazardous waste due to their flammability. Recovery of acetone from waste solutions for reuse in specimen dehydration is a method used to manage waste and minimize disposal issues (Grondin and Berube, 1992; Janick and Henry, 1995). Recycling acetone saves money by reducing hazardous material disposal costs and eliminating the need to purchase additional acetone, making it a cost-effective and environmentally friendly solution.
Acetone recycling in a plastination laboratory is most efficiently performed with an automatic closed-loop system, which can process large volumes of acetone in a few hours. A small-scale laboratory may find the cost of a closed-loop acetone recycling machine prohibitive and beyond its budget. Alternatively, for recycling smaller volumes, there are two primary cost-effective methods for acetone recovery: freeze-vacuum distillation (Grondin & Berube, 1992; Janick and Henry, 1995) and fractional distillation (Campbell, 1962). The freeze vacuum distillation method requires space in freezers, which are common equipment in most plastination laboratories. For laboratories that lack extra freezer space for acetone recycling or that exclusively use the room-temperature technique, fractional distillation can be a viable alternative.
Fractional distillation separates components in a solution based on their boiling points. Of the components within the acetone waste from the dehydration process (acetone, water, fat, and other organic matter), acetone has the lowest boiling point (56° C). The fractionating column allows the heated acetone to vaporize and condense multiple times, increasing the purity for collection in a receiving flask. The setup for this system uses typical laboratory equipment and standard glassware and should be placed within a fume hood for safety. This method is simpler and more straightforward to operate and maintain than the freeze vacuum method. It also has the advantage of not requiring the freezer or pump used in the plastination process, thus allowing simultaneous acetone recovery while specimens are being plastinated. This study focuses on a three-step method for recovering acetone from waste containing fat and organic matter. These steps include vacuum filtration, fractional distillation, and purification.
The purpose of the study was to develop and evaluate a cost-effective, accessible method for recovering high-purity acetone from waste generated during the dehydration phase of plastination. Given the substantial volume of acetone required for effective tissue dehydration and the financial and logistical barriers associated with commercial solvent recycling systems, or the equipment limitations of the freeze-vacuum method, we aimed to outline and apply a three-step recovery process using commonly available laboratory equipment. This approach was designed to maximize acetone purity and minimize solvent loss, while remaining feasible for start-up and resource-limited plastination laboratories.
To reclaim the highest purity, acetone recovery utilizes three steps: vacuum filtration, fractional distillation, and purification. The process begins with vacuum filtration to remove particulate impurities and contaminants from the used acetone under negative pressure, ensuring a cleaner starting material for subsequent steps. Next, fractional distillation is employed to separate acetone from higher-boiling, non-volatile contaminants by controlled heating of the filtered solution, allowing acetone to preferentially vaporize and be condensed as a high-purity distillate, while contaminants remain in the distillation flask. Finally, purification further enhances the quality of the recovered acetone, ensuring it meets the necessary standards for use in the dehydration process prior to plastination. Together, these steps create an efficient, cost-effective, and environmentally friendly recovery method for acetone. A list of supplies needed for each process is provided in Appendix A.
Vacuum Filtration
Containers of used acetone from the dehydration process were collected and labeled as ‘Acetone-Waste’. These were placed in a -15 °C freezer overnight to solidify a large quantity of fat for removal during the filtration process. The filtration apparatus was assembled along with clean collecting containers to accommodate the volume to be filtered.
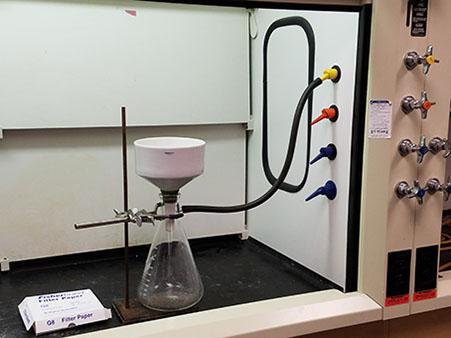
Figure 1. Vacuum filtration apparatus
The setup of the vacuum filtration system was carried out in the fume hood with access to a vacuum outlet and valve (Fig. 1). A 2 L side-arm flask was placed on a ring stand with a flask clamp from the ring stand’s steel rod to the flask at the neck for stability. A 150 mm Buchner funnel was placed onto the flask with a rubber adapter or gasket between the mouth of the side-arm flask and funnel to seal the connection when negative pressure was applied to the system. Filter paper (Fisher Scientific, diameter 15 cm, catalog number 09-790F) was placed in the Buchner funnel to cover the openings. A small amount of clean acetone was dropped onto the filter paper to adhere it to the floor of the Buchner funnel. A vacuum hose from the vacuum outlet on the fume hood was attached to the side arm flask.
The vacuum pressure was applied, and the “Acetone-Waste” was slowly added into the Buchner funnel. This process continued until the flask was filled to just below the vacuum outlet. When the filter accumulated enough fat and debris to slow the flow of fluid into the flask, the filter was replaced, and the process resumed. After the flask was filled, the vacuum was released, and the flask was removed from the ring stand. Fluid was then transferred to a storage flask or container and labeled “Acetone-Filtered”.
Fractional Distillation
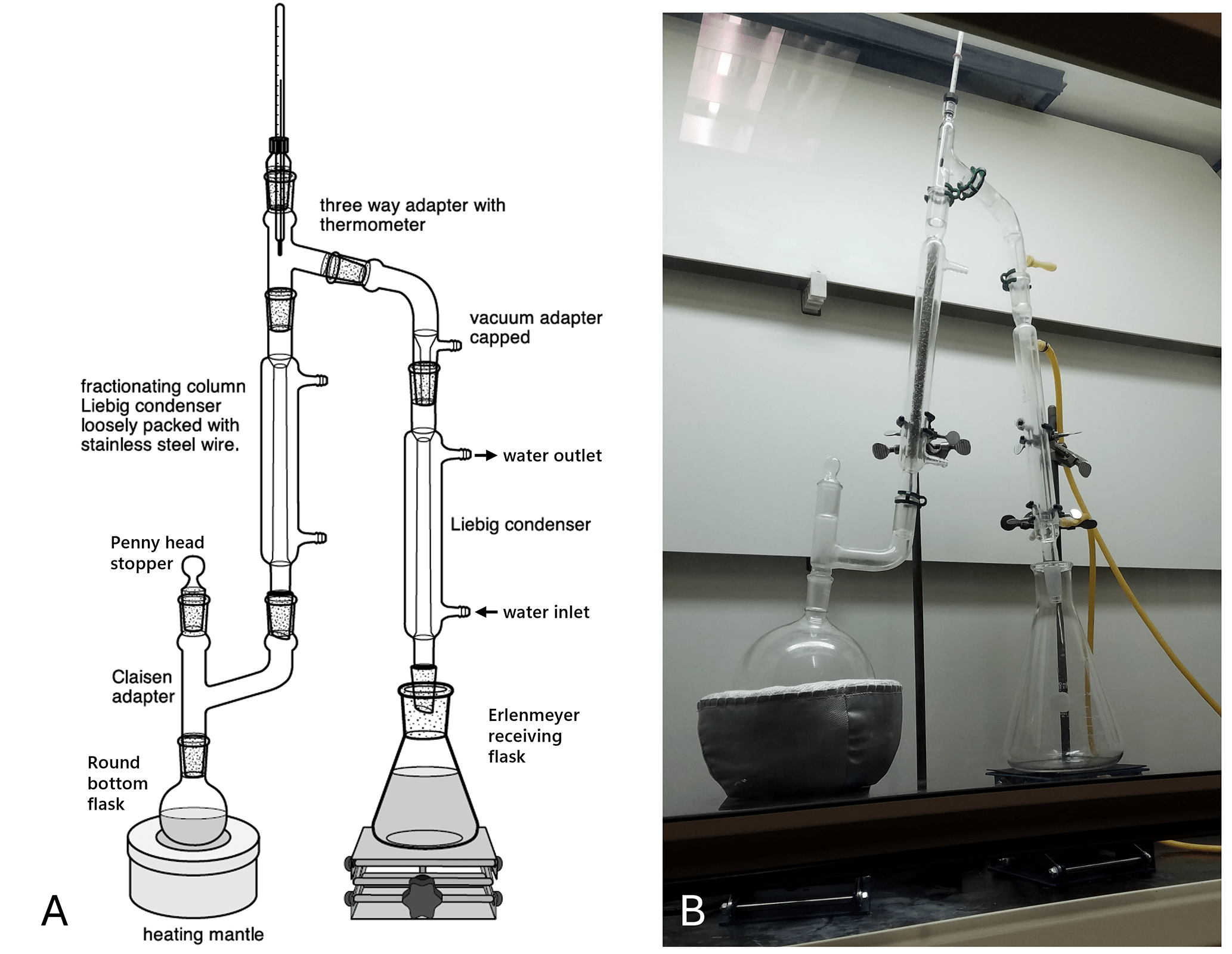
Figure 2. Fractional distillation apparatus configuration to occupy the least amount of bench space A) schematic of apparatus; B) assembled apparatus
Distillation apparatus assembly began with the placement of the heating mantle and the round bottom flask with boiling chips added to the flask (Fig. 2). The Claisen adapter was inserted into the neck of the round bottom flask, with orientation dependent on the space allowed and ease of adding additional acetone waste once distillation began. Sections of steel wool were inserted into the central canal of a Leibig condenser to create a fractionating column. The increased surface area of the steel wool allowed the heated vapors to condense, then re-vaporize, with higher-boiling-point compounds (water and fat) condensing lower in the column. This allowed acetone, with a lower boiling point, to reach the top of the column. The fractionating column was inserted into the Claisen adapter, which was positioned vertically. A 3-way adapter with a thermometer was securely inserted into the top of the fractionating column. Off the 3-way adapter, a capped vacuum adapter was inserted to angle the flow downward. This modification allowed the apparatus to occupy the least amount of bench space. At the base of the vacuum adapter, the second Leibig condenser was inserted. Tubing was placed on the inlet and outlet ports of the water jacket. The water jacket of the Leibig condenser was continuously filled with cold water from a tap or a recirculating ice bath at the lower/distal end, with water flowing up to exit through tubing inserted at the upper/proximal end, either to the drain or back to a water bath via a recirculating pump. The purpose of the cold water in the Leibig condenser’s water jacket was to allow the vaporized acetone to condense. An Erlenmeyer flask was placed at the end of the condenser to collect the acetone. The mouth of the receiving flask was loosely wrapped in aluminum foil to reduce acetone vapor loss during collection while allowing pressure release and safe handling of the volatile and potentially incompletely cooled distillate. Apparatus assembly was secured at each glass joint (except for the round-bottom flask to the bottom of the fractionating column) with joint clips and laboratory self-sealing tape, thereby preventing vapor loss from the system. The fractionating column was also wrapped in aluminum foil to increase heat retention, facilitating acetone re-evaporation and vapor separation.
Each of the ten experimental runs began with 2 L of filtered acetone at room temperature. Acetone purity was determined using an acetone hydrometer (VisDocta calibrated to +15° C) before filling the 2 L round-bottom flask with the filtered acetone. The round-bottom flask was placed in the heating mantle and positioned for insertion into the Claisen adapter secured to the fractionating column. Once heating commenced, it took approximately 15 minutes for the temperature at the top of the apparatus to reach 56 °C, and distilled acetone began dripping into the receiving Erlenmeyer flask. As the volume in the round-bottom flask decreased and the waste concentration increased, the heat was reduced to maintain a gentle boil and prevent superheating.
The volume expected to remain in the flask depends on the purity of the filtered acetone. Lower-purity solutions had more waste remaining in the flask. As the acetone volume in the heating flask decreased, temperature monitoring became more crucial. When the temperature exceeded 56 °C, the heat was immediately turned off. Distilled acetone continued to drip into the receiving flask for several minutes until the system had cooled sufficiently. The collected distilled acetone was tested for purity, then transferred to a 4 L Erlenmeyer flask or another storage container, and labeled “Acetone-Distilled” with the purity percentage noted. The 4 L flask was filled to the 3 L mark to accommodate the purification protocol for acetone, described in the next section. Approximately 1 L of distilled acetone was produced per hour.
Purification
Molecular sieve beads made of zeolites with a 3 Å pore size (EG-81 MOLSIV, ACS Material) were used for the removal of most of the remaining water in the distilled acetone to achieve the highest acetone purity. This was accomplished by the beads selectively removing water molecules into the spaces within their crystalline structure while excluding the larger acetone molecule (Breck, 1964; Baptista et al., 2013). The 3 Å pore-size beads were added to distilled acetone at a 1:3 ratio. This contrasts with the ratios used in Grondin and Berube (1992) and Baptista et al. (2013) to maximize water-molecule absorption. In the 4 L Erlenmeyer flask filled with 3 L of distilled acetone, 1 L of beads was added. Over the course of an average day, we distilled approximately 6 L of acetone, placing 3 L in each of two 4 L flasks. Thus, reserving room for 1 L of dehydrated molecular sieve beads in each flask to achieve the 1:3 ratio.
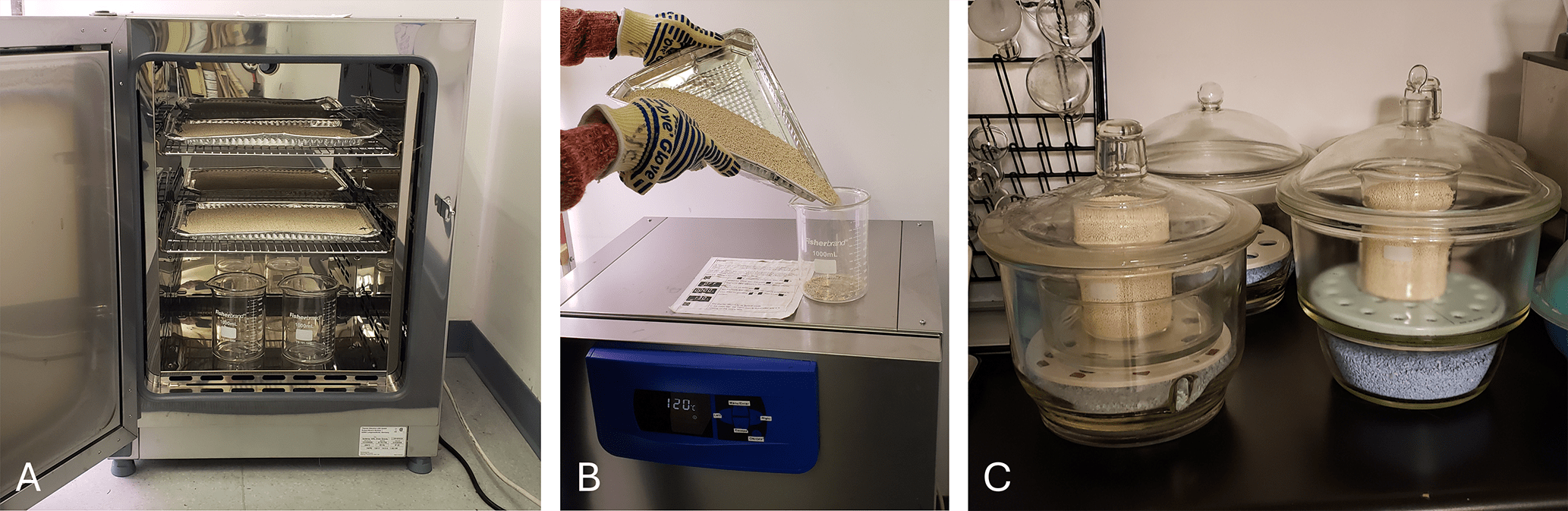
Figure 3. Molecular sieve bead dehydration process: A) Oven with bead-filled trays and beakers, B) Transfer of beads from tray to beaker, C) Heated beakers and beads cooling in desiccating chambers
To maximize the water-absorption capacity of the molecular sieve beads, they must first be dehydrated to remove any ambient water vapor within them. To dehydrate, 1 L of beads was spread onto a flat tray and placed in a 200 °C oven (Thermo Fisher Isotemp 100L Oven FA 250 °C), along with the beaker that would later hold the heated beads. To dehydrate 2 L of beads using 6 L of distilled acetone (as described in the previous section), two trays, each containing 1 L of beads, were dehydrated simultaneously. We utilized an oven with three racks to heat two trays of beads and two 1 L beakers (Fig. 3A). The beads and beakers were heated for 4 hours. After that time, one heated beaker was removed and placed on a heat-resistant surface. One tray was removed from the oven, and the beads were transferred from the tray to the beaker. We used the ‘disposable’ type of tray made of aluminum foil because it could be bent slightly when holding the sides to create a U-shape which made pouring into the beaker much easier than if it were a rigid metal tray (Fig. 3B). Once the heated beaker had been filled with heated beads, it was quickly placed in a desiccator chamber to cool without risking the beads rehydrating (Fig. 3C). This was repeated for the second litre of beads, to achieve cooling of 2 L of beads in total.
Figure 4. Funnel with filter paper and captured molecular sieve beads when transferring purified acetone to long-term storage
Once cooled to room temperature, molecular sieve beads were poured into a funnel placed in the mouth of the 4 L Erlenmeyer flask containing 3 L of distilled acetone. When the beads made contact with the distilled acetone solution, a series of bubbles erupted. During the few minutes the bubbling occurred, a piece of foil was lightly placed over the mouth of the flask, and beads were added to the second 4 L flask. Once the bubbling had halted, the mouth of each flask was tightly covered by laboratory self-sealing film and left for 8-12 hours, after which the acetone was then tested for purity and labeled as ‘Acetone-Purified’ with the percentage noted.
Purified acetone was transferred to a larger, long-term storage container, and the beads were recovered. This was accomplished using a large funnel that fit the container's mouth, and fluted filter paper was placed in the funnel to capture the beads (Fig. 4). The purified acetone was slowly poured into the funnel to minimize agitation of the beads. After one flask had been poured into the container and 1 L of beads had been collected on the filter paper in the funnel, the filter paper was lifted out of the funnel, and the beads were poured onto a disposable aluminum foil tray. This tray was placed in a fume hood or well-ventilated area. A minimum of 12-24 hours was given to allow the beads to dry and any remaining acetone to vaporize. To facilitate this, the beads were periodically lightly agitated to expose more of their surface area to air. Once the beads no longer had any acetone on their surface, they were placed in their storage container or dehydrated for use again.
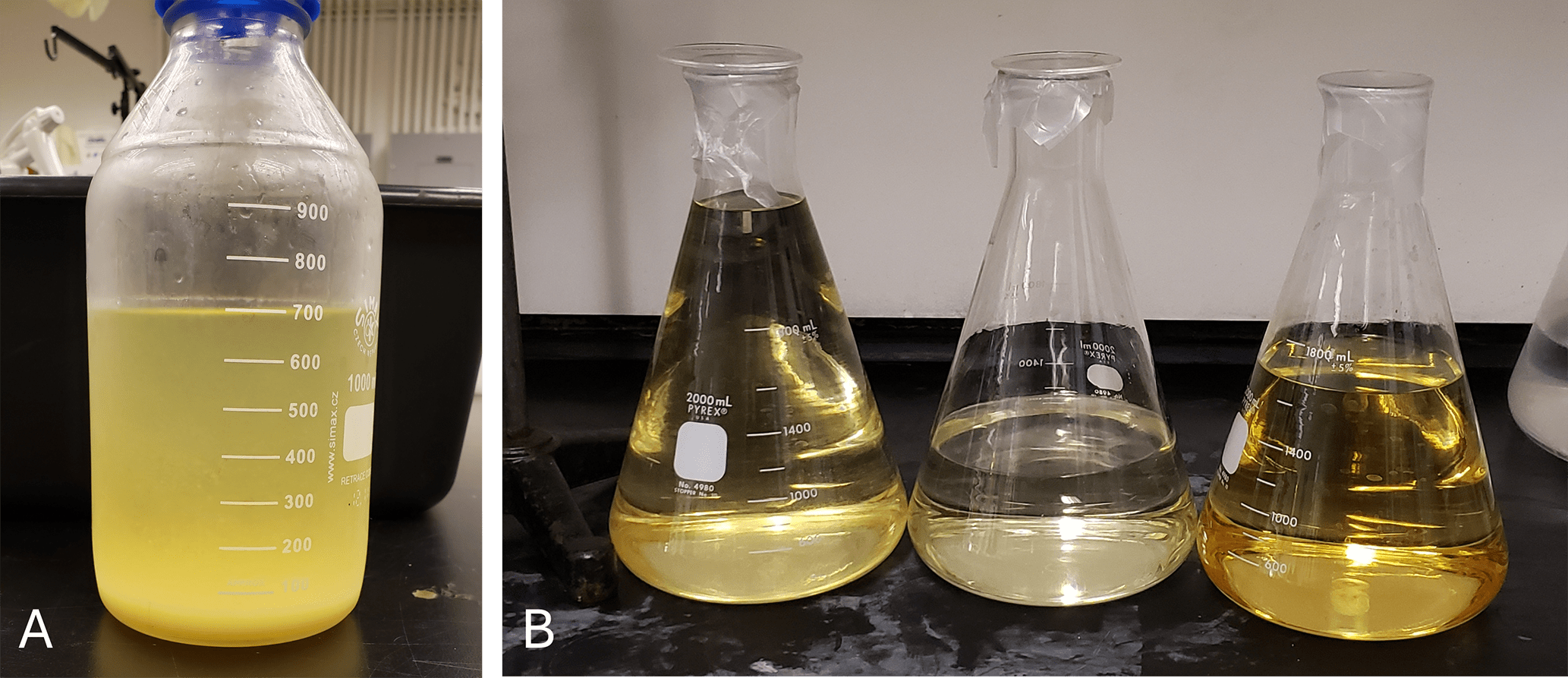
Figure 5. Acetone filtration before and after: A) Acetone waste from -15° C freezer, prior to filtration; B) Filtered acetone from three different acetone waste solutions
The vacuum filtration process effectively removed tissue debris and other undissolved organic matter, including a considerable amount of fat, from the acetone waste solution. Figure 5A shows acetone waste with solidified debris at the bottom of the container. Filtered acetone was clear but often contained varying amounts of residual fat, resulting in varied hues (Fig. 5B). The acetone purity was influenced by the number of specimens the solution had contacted. Solutions exposed to numerous specimens contained significant amounts of yellow fat, whereas those used for smaller tissue samples exhibited mild discoloration. Purity of the filtered acetone was measured at room temperature prior to distillation (Table 1, Filtration-Acetone columns).
| FILTRATION | DISTILLATION | PURIFICATION | ||||||
| Acetone | Acetone | Waste | Apparatus | Acetone | ||||
| Sample | Volume (mL) | Purity* | Volume (mL) | Purity* | Waste
(mL) |
Loss (mL) | Efficiency
(%) |
Purity* |
| 1 | 2000 | 87% | 1760 | 96% | 216 | -24 | 98.8 | 99% |
| 2 | 2000 | 88% | 1780 | 94% | 190 | -30 | 98.5 | 98% |
| 3 | 2000 | 86% | 1730 | 96% | 244 | -26 | 98.7 | 99% |
| 4 | 2000 | 85% | 1680 | 96% | 312 | -8 | 99.6 | 99% |
| 5 | 2000 | 93% | 1850 | 96% | 128 | -22 | 98.9 | 99% |
| 6 | 2000 | 89% | 1788 | 94% | 210 | -2 | 99.9 | 99% |
| 7 | 2000 | 80% | 1588 | 95% | 380 | -32 | 98.4 | 98% |
| 8 | 2000 | 96% | 1940 | 97% | 48 | -12 | 99.4 | 99% |
| 9 | 2000 | 87% | 1760 | 95% | 215 | -25 | 98.7 | 98% |
| 10 | 2000 | 95% | 1880 | 97% | 110 | -10 | 99.5 | 99% |
| *Hydrometer reading of specific gravity of acetone multiplied by 100 for estimate purity | ||||||||
The fractional distillation process commenced with 2 L of filtered acetone, which was distilled to completion. The volume of residual waste from the round-bottom heating flask (Fig. 6A) and the total volume from the receiving flask after fractional distillation (Fig. 6B) were measured. The purity of the distilled acetone was determined using an acetone hydrometer. These values were recorded to assess the system's efficiency in terms of volume loss and reclaimed acetone purity (Table 1). The average volume loss from the system was -19.1 ± 3.2 mL (SE), indicating a system efficiency for acetone recovery of 99 ± 0.1% (SE). The distillation process yielded approximately 1 L of distilled acetone per hour with an average purity of 95.5% ± 0.3% (SE). Further purification using molecular sieve beads produced laboratory-grade acetone with a purity range of 98-99%.
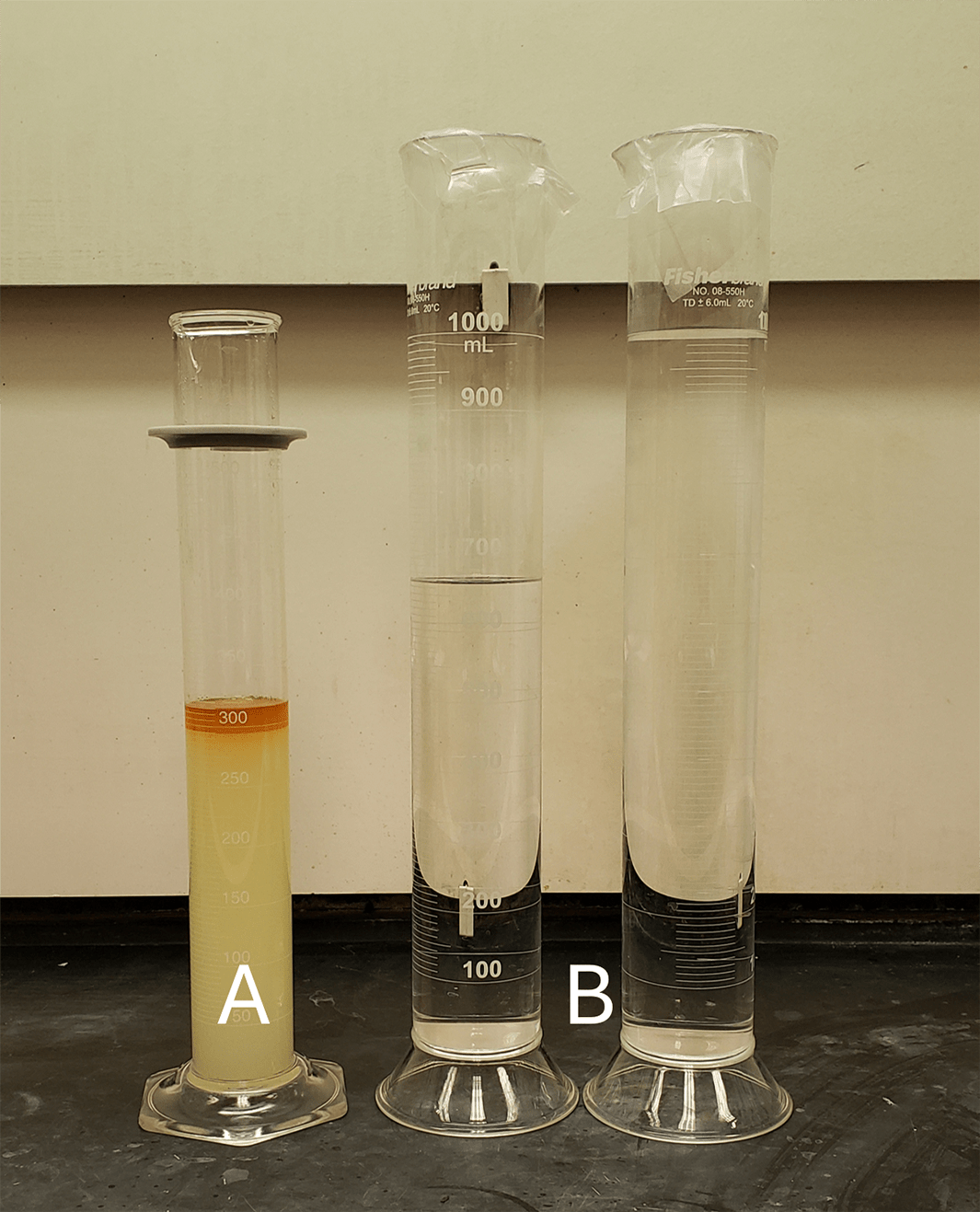 Figure 6. Final separation of 2 L filtered acetone after fractional distillation. The first cylinder (A) contains the waste remaining in the round bottom flask (water, fat, and other organic substances), while the second two cylinders (B) contain the combined volume of distilled acetone recovered |
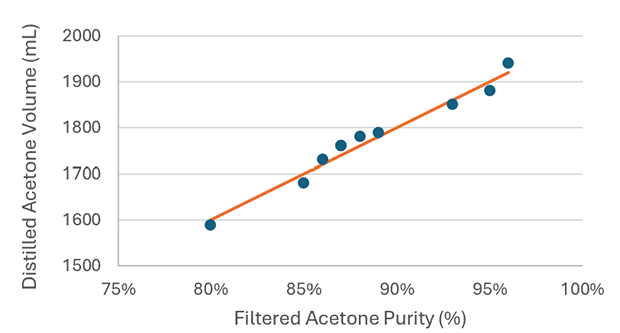 Figure 7. Acetone recovered by fractional distillation compared to the starting purity of filtered acetone. The volume of distilled acetone collected (blue dots) from a starting purity level showed an increasing yield of recovered (distilled) acetone with higher starting purity. The estimated acetone volume in solution at each purity level is shown by the orange line. |
The volume of acetone recovered through fractional distillation (distilled acetone) for each sample of filtered acetone is shown as blue dots in Figure 7. From the lowest purity of filtered acetone, we recovered the least amount of distilled acetone, leaving much more waste in the round-bottom flask. As the purity of the filtered acetone increased, so did the volume of recovered (distilled) acetone. This nicely follows the expected trajectory for the calculated amount of acetone available in solution, based on the purity measurement with an acetone hydrometer, as indicated by the orange line.
Fractional distillation of acetone resulted in a purity that was independent of the filtered acetone used at the start. Using fractional distillation rather than simple distillation to purify acetone from a mixture of water, fat, and other organic substances is preferable because it more effectively separates components with similar boiling points. The fractionating column enhances the efficiency of multiple vaporization-condensation cycles, allowing acetone to be more selectively isolated while leaving behind higher-boiling-point impurities such as fats and complex organics, resulting in a purer final product than simple distillation. Some lower purity measurements observed following fractional distillation may, in part, reflect variability in post-distillation readings that were obtained by multiple laboratory assistants, and inter-observer differences may have contributed to the lower-than-expected values. With an average purity of 95% after fractional distillation, this technique is useful for a wide range of starting acetone samples, including some as low as 80%, to achieve a high level of purity. Even prior to purification, distilled acetone can be used in the dehydration process for a tissue undergoing the first and second rounds of acetone immersion and equilibration. For use in subsequent specimen immersion baths, a higher-purity acetone is required. For higher-grade acetone, the purification process is necessary. The purification process brings the acetone purity to a laboratory-grade 98-99%.
After removal of debris and other solid waste from tissue dehydration containers, the filtered acetone is ready for fractional distillation. To achieve the greatest level of recovery, loss of acetone vapor must be minimized. The most critical factor in reducing volume loss during acetone distillation is ensuring that glassware joints are tightly sealed. When processing large volumes over extended periods, the integrity of laboratory films can be compromised by heat exposure. This can cause joints to loosen, especially in the heating section that is often wrapped in aluminum foil, potentially going unnoticed. The distillation process with the greater volume loss was most frequently attributed to a loose-fitting or compromised seal. Conversely, the distillation runs that yielded the most efficient recovery and minimal loss were due to their being the first runs after apparatus assembly, when each joint was meticulously positioned.
Cooling of the acetone vapors was another critical factor in recovery efficiency. The greater the cooling of the distillate, the less volatile the distilled solution collected in the Erlenmeyer receiving flask was, further minimizing vapor loss from the system. The fractional distillation apparatus used for this data set was configured to minimize bench space, giving it the smallest possible footprint. To enhance the cooling of distilled acetone before it drips into the receiving flask, a longer Liebig condenser can be employed, which would require it to be placed in a more horizontal position. Although this increases the apparatus's footprint, the improved cooling reduces potential vapor loss from the receiving flask during distillation. The use of molecular sieve beads for the final purification of distilled acetone for acetaldehyde levels was evaluated by Frank et al. (2023) and found to be unaffected by this process, making it a cost-saving method for use in plastination.
Solutions with lower purity and higher fat content, indicated by a darker yellow hue, required additional adjustments to the heating mantle. Heating often needed to be reduced over time for low-purity solutions, as elevated lipid content can impede efficient heat transfer and reduce nucleation, increasing the risk of superheating and bumping during distillation.
Acetone recovery from filtration through fractional distillation to final purification yielded results similar to those of other methods, notably the freeze technique employed by Grondin and Berube (1992) and Janick and Henry (1995), and the use of a mechanical recycler by Baptista et al. (2013). For laboratories that prefer not to utilize their freezer space for acetone recycling, this method can be a viable alternative. Financial and space commitments are often limited in a start-up or small-scale laboratory, where the freeze method or fractional distillation would be methods used to recycle the acetone in their laboratory, as mechanical recyclers can cost well into the ten thousand dollars, while the equipment utilized her is a fraction of that cost and may even be zero, if the laboratory is at a university that also has a chemistry lab.
The use of acetone in the dehydration step prior to tissue plastination plays a pivotal role in preserving biological tissues by effectively replacing water and fat with polymers. Acetone waste handling is critical, with recycling being the most cost-effective and environmentally friendly solution. Automatic closed-loop recycling systems offer high efficiency for large-scale operations, while vacuum filtration and fractional distillation provide feasible alternatives for smaller laboratories. Fractional distillation, in particular, is simple to set up and operate, making it a practical choice for recovering acetone with a purity comparable to that of commercially purchased acetone. This method is particularly advantageous for small-scale laboratories in terms of cost and operational space. By recycling acetone, laboratories can significantly reduce hazardous waste disposal costs, minimize the need for purchasing new acetone, and maintain a more environmentally friendly operation.
Vacuum Filtration: Supplies & Equipment
Fractional Distillation: Supplies & Equipment
Purification: Supplies & Equipment
Baptista CAC, Zak PW, Bittencourt AS 2013: Upgrading recycled acetone to 100% with molecular sieves. J Int Soc Plast 25(2):27-32. https://doi.org/10.56507/FDGD3310
Bickley HC, Donner RS, Walker AN, Jackson RL. 1987: Preservation of tissue by silicone rubber impregnation. J Int Soc Plast 1(1):30-39. https://doi.org/10.56507/XVDP9663
Breck DW. 1964: Crystalline molecular sieves. J Chem Ed 41: 678. https://doi.org/10.1021/ed041p678
Brown MA, Reed RB, Henry RW. 2002: Effects of dehydration mediums and temperature on total dehydration time and tissue shrinkage. J Int Soc Plast 17:28-33. https://doi.org/10.56507/XNQM4606
Campbell RD. 1962: Fractional distillation: A laboratory experiment. J Chem Ed 39(7): 348. https://doi.org/10.1021/ed039p348
DeJong K, Henry RW. 2007: Silicone plastination of biological tissue: Cold-temperature technique Biodur© S10/S15 technique and products. J Int Soc Plast 22:2-14. https://doi.org/10.56507/ZLMJ7068
Frank PW, Tisher C, Becker S, Baptista CAC. 2023: Acetone recycling: Do molecular sieves cause acetone to breakdown to acetaldehyde? J Int Soc Plast 35(1). https://doi.org/10.56507/QISD7419
Grondin GG, Berube S. 1992: A simple and inexpensive method for recycling used acetone in plastination laboratories. J Int Soc Plast. 6(1): 17-19. https://doi.org/10.56507/VRMT8219
Henry RW, Nel PPC. 1993: Forced impregnation for the standard S10 method. J Int Soc Plast 7(1):27-31. https://doi.org/10.56507/WUXP9436
Occupational Safety and Health Administration. 2025: 1926.152 - Flammable Liquids. https://www.osha.gov/laws-regs/regulations/standardnumber/1926/1926.152
Tiedemann K, Ivic-Matijas D. 1988: Dehydration of macroscopic specimens by freeze substitution in acetone. J Int Soc Plast 2(2):2-12. https://doi.org/10.56507/SCLL2742
von Hagens G. 1979: Impregnation of soft biological specimens with thermosetting resins and elastomers. Anat Rec 194(2):247-255. https://doi.org/10.1002/ar.1091940206