Plastination Laboratory, Department of Anatomy, Natural History and Technology Museum, Azadegan Street, Modarres Blvd, Shiraz University, Shiraz, Iran.
Current address: Department of Biochemistry, School of Veterinary Medicine, Shiraz University, Shiraz, Iran
Plastination is a unique method for permanent preservation of biological tissues. Sheet plastination has become popular for the production of sectional aids for studying sectional anatomy. In sheet plastination, the slices of organs and whole bodies are cured between glass plates with a gasket placed between the glass. This uniquely designed silicone gasket has a central iron core which is covered with silicone (1.5mm). The sheets produced using this type gasket have smooth, squared edges and are rectangular in shape. The advantages of using this type gasket are ease of casting of specimens, especially those which have several pieces; ease of positioning of specimens because there is no glass in the way; and ease of reaching and removal of bubbles.
ring silicone gasket, iron core, plastination laboratory
Telephone: 98-0711-2286950 Fax: 98-0711-2286940; e-mail: mboorzoeian@yahoo.com

![]()



Plastination is a unique method of permanently preserving tissue in a dry state. In this process, tissue fluid and lipids are replaced with a curable polymer which is subsequently hardened, resulting in dry, odorless and durable specimens. (von Hagens, 1979; von Hagens, 1985; Weiglein, 1997).
The basic steps for preparing either entire bodies or portions thereof with silicone or thin slices using epoxy or polyester are similar (von Hagens et al., 1987). Sheet plastinated specimens have a high acceptance and are frequently used for studying sectional anatomical detail often in conjunction with imaging modalities (Henry et al, 1997; Latorre et al. 2001).
The sheet plastination technique is a mechanism for preservation of thin (2-8mm) slices of organs or whole bodies. In this technique after specimen preparation, dehydration and forced impregnation, the slices are cured between tempered glass plates (Weber and Henry, 1992) with a gasket placed between the glass or the slices can be stacked between heavy sheets of polyester foil (von Hagens et al., 1987; Weiglein, 1997).
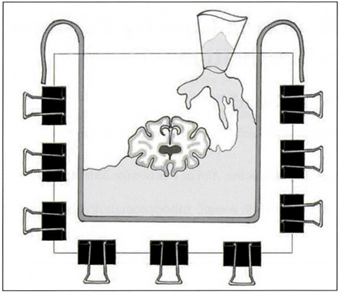 Figure 1. Gasket for a typical flat chamber for epoxy or polyester plastination. |
Gaskets, used in plastination laboratories, are flexible (Weber and Henry, 1992). Such gaskets are round and do not conform to a rectangular shape. Consequently the produced specimen sheets do not have squared edges but rather the edges are irregular and concave. Therefore, the sheets need to be cut to the desired shape and polished in order to have a smooth, regular, geometrical configuration (Fig. 1).
The purpose of this study is to present a design for a rigid rectangular silicone gasket. This gasket is placed near the perimeter of the bottom glass of the flat chamber. A thin layer of epoxy or polyester resin is placed in the flat chamber and allowed to cure. After this layer of resin has cured, the specimen is positioned on the cured resin and the chamber is filled with resin covering the specimen while in a horizontal position. Bubbles are allowed to rise and burst and then the top glass is put into place. Fold-back clamps are positioned around the perimeter over the glass and gasket to seal the glass to the gasket.
Rectangular iron frames of desired sizes, to serve as gasket cores, were made from four pieces of iron by welding them together. The dimensions of these pieces of iron were 6.0mm thick by 10.0mm wide. To provide a 3.0mm gap on one side of one end of the gasket, the thickness of that one iron piece was only 3.0mm.
Dimensions of the frames were designed to fit the dimensions of the various sizes of glass plates chosen to accommodate a variety of specimen sizes. The iron frame serves as the core of the silicone gasket.
In preparation to construct a mold to encapsulate the iron core with silicone, 2.0cm wide strips of 3.0 to 6.0mm thick glass were cut. For the outer mold wall, the four strips were cut to approximate moat length for the two sides and two ends of intended size glass plates and to allow for a 1.5mm gap on the outer surface of the iron frame. For the inner mold wall, the four strips were cut approximately 13.0mm shorter. The strips were glued onto a glass plate using Allplast adhesive to form the gasket mold. The internal dimensions of the constructed mold were 13.0mm wide x 20.0mm high x the appropriate length to accommodate the iron core. To create the slot in one side of one end of the gasket, a 13.0mm wide strip of 3mm thick glass was cut to the appropriate length and glued in to fill the bottom of the moat (Fig. 2).
The internal surface of the cast was coated with a thin layer of polyester wax (separator used in the fiberglass industry) for easy separation of the gasket from the mold. Four small pieces of 2mm thick silicone were placed equidistantly on the moat floor as spacers under the iron core to create a space for the silicone to coat the underside of the core. The iron core was placed in the center of the moat leaving a gap of 1.5mm on each side (Fig. 3). The width of the moat will be the dimension of the intended gasket.
An appropriate volume of silicone RTV2 (Rhodia Silicones, Lyon, France) was mixed and poured into the moat and allowed to surround the iron core and fill the mold 5.0 to 10.0mm from the top. After curing for twenty-four hours, the gasket was separated from the glass mold (Fig. 4).
 Figure 2. Gasket constructed with a gap for access to the slice inside the flat chamber. |
 Figure 3. Cut away of gasket with an iron core demonstrating its smooth parallel surfaces. |
 Figure 4. The increased weight, flexibility and smoothness of the silicon gasket prevents the formation of micropores between the gasket and glass. |
Semi-rigid gaskets were constructed which allowed for ease of specimen manipulation and air bubble removal with a wire and filling with the resin. As well, there was no leakage of resin between the gasket and the bottom glass plate of the flat chamber while lying in a horizontal orientation with the top glass removed and no clamps utilized (Fig. 5).
As well, the chamber may be held vertically (slotted end up) to add resin to the flat chamber, to manipulate trapped bubbles with a wire thus encouraging them to rise and to manipulate or adjust the slice after clamping the three sides to create a seal (Figs. 2, 6). The hardened slices have smooth, parallel sides with ninety degree comers (Figs. 6, 7).
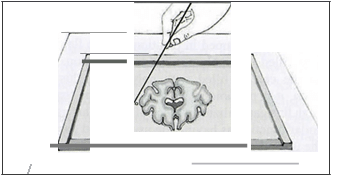 Figure 5. Demonstration of the possibility for slice positioning , air bubble removal and filling the open flat chamber with polymer (top glass removed). |
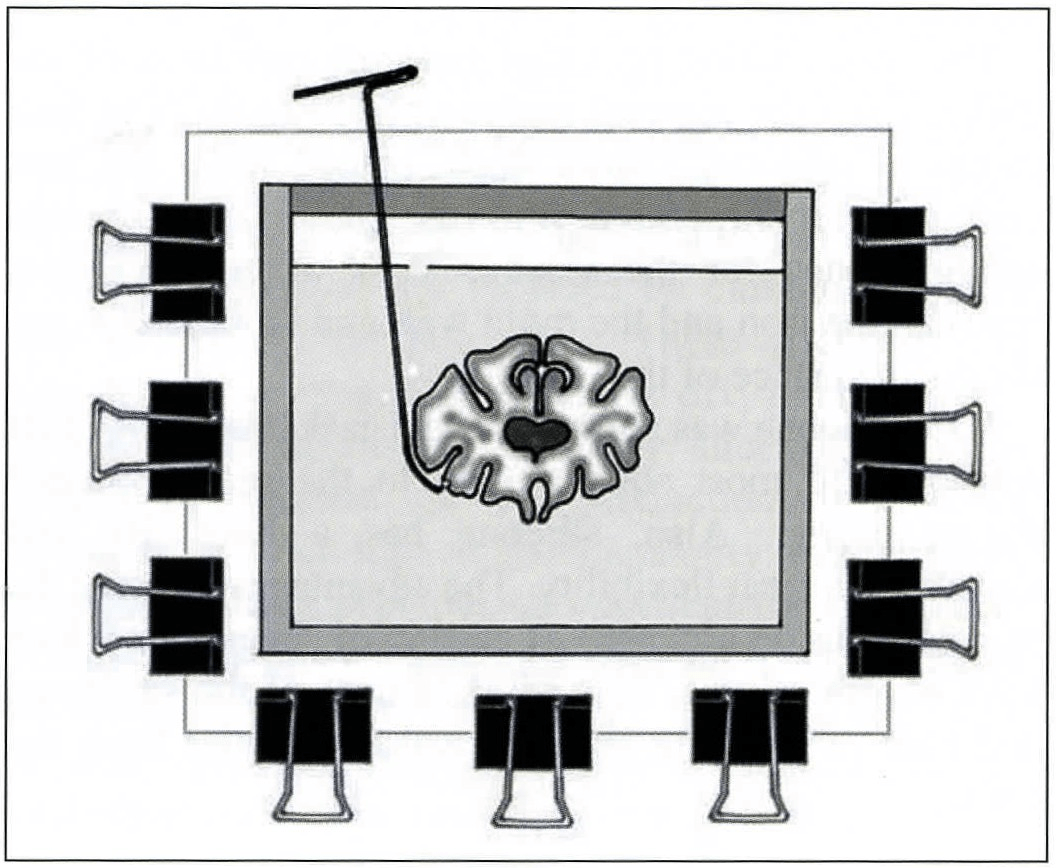 Figure 6. Demonstration of slice adjustment via the gasket gap on one side. |
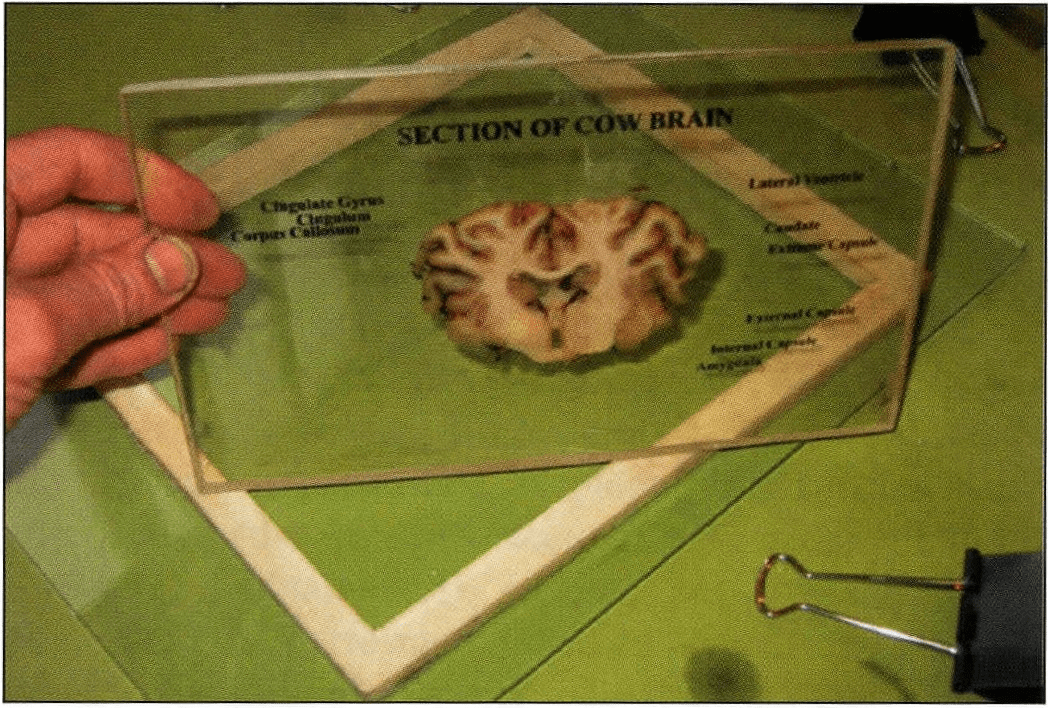 Figure 7. The finished, rectangular sheet with smooth, squared edges. |
Gaskets routinely used in plastination laboratories for sheet plastination are very flexible and do not create a desired geometrical shape. Thus, the produced sheets have irregular concave edges which are often not parallel. In order to have an aesthetic, smooth and rectangular shape, the sheets need to be cut with a saw and be sanded.
The iron core gasket, with its smooth parallel sides, eliminates the need to trim the edges of the hardened slice. As well, the iron core, encapsulated in silicone, increases gasket firmness and weight which aids its ability to easily seal. This not only keeps the gasket from deformation but also makes the gasket heavy enough to adhere to the glass and to allow no leakage of resin between the gasket and lower glass when the top glass and clamps are not in place. This is possible because the silicone encapsulating the steel core is soft and smooth enough to form a seal with the glass without the clamps being applied when lying in a horizontal position. Therefore, the specimen can be placed in the open horizontal flat chamber and manipulated for proper positioning. As well, the chamber can be filled with resin allowing trapped bubble to be freed easily and removed.
Slices which have several pieces or have been fractured and need special positioning while casting, may be adjusted and fitted together in proper position because of their accessibility. The 3.0mm slot in the gasket allows access to the specimen after the top glass plate has been clamped in position. The flat chamber may be filled with polymer in this orientation. As well, when the cast is filled with polymer in this vertical position, it is possible to have access to the tissue slice through this gap utilizing a piece of wire. This gap serves a similar function as having the usual round gasket open on the up end.
Creating the moat wall 1.0cm higher than the anticipated gasket thickness allows ample space for the viscous silicone to pool until it flows around and under the iron for optimum coating of the iron core. It also serves as a reservoir for bubbles which rise to the top and eventually burst.
The wax coating provided ease of separation of the gasket from the internal surface of the mold. The four pieces of silicone, 2.0mm thick, placed under the iron core were incorporated into the gasket and created enough space for the viscous RTV silicone to flow between the iron and the mold wall and completely coat the down surface of the iron core.
RTV silicone was chosen for this gasket because of its resistance to most solvents and to the heat produced during curing. Also, silicone has a long life and maintains it great flexibility. The advantages of using the iron core gasket are: ease of casting of specimens which have several pieces, ease of alignment of the specimen and ease of reaching and removal of bubbles from the resin.
Acknowledgments
This work was supported by a grant from the Research Council of Shiraz University, Vide project no. 78-Sc-1268-669.
Henry RW, Antinoff N, Janick L, Orosz S. 1997: El 2 Technique: An aid to study sinuses of Psittacine birds. Acta Anat 158:54-58.
https://doi.org/10.1159/000147911
Latorre R, Vazquez JM, Gil F, Ramirez G, L6pez-Albors 0, Orenes M, Martinez-Gomariz F, Arenciba A. 2001: Teaching anatomy of the distal equine thoracic limb with plastinated slices. J Int Soc Plastination 16:23-30.
https://doi.org/10.56507/ACRF7155
von Hagens G. 1979: Impregnation of soft biological specimens with thermosetting resins and elastomers. Anat Rec 194(2):247-255 .
https://doi.org/10.1002/ar.1091940206
von Hagens G, Tiedemann K, Kriz W. 1987: The current potential of plastination. Anat Embryo 175(4):411-421.
https://doi.org/10.1007/BF00309677
von Hagens G. 1985: Heidelberg Plastination Folder: Collection of all technical leaflets for plastination . G. von Hagens, editor, Anatomisches Institut I, Universitat, D-6900 Heidelberg, Germany.
Weiglein AH. 1997: Plastination in the neurosciences. Acta Anat 158:6-9.
https://doi.org/10.1159/000147902
Weber W, RW Henry, 1992: Sheet plastination of the brain-P35 technique, Filling method. J Int Soc Plastination 6:29-33.
https://doi.org/10.56507/KWGD3312